
板厚0.3未満の製品加工においては
材料が軽量すぎるためガス圧による材料の変形及び移動が起きる危険性がある。
そのため材料を単体でセットして加工することが出来ないので
薄板と薄板を貼る治具板(SPC1.6or2.0t)が必要になる。
CADとCAMで踏むべき手順があるので順を追って説明する
CAD編
CAD作成(作図作業)においてはCADMACとMetacamでやることは同じである
まず図面通りに作図する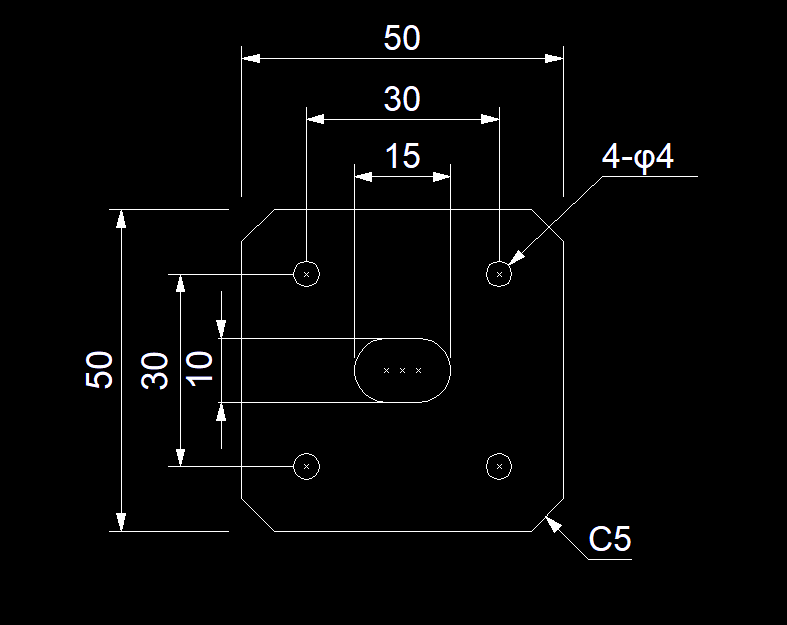
作図した絵に対してオフセットで1mm外側に線を引き、レーザーでジョイントを作る場所にノッチを作る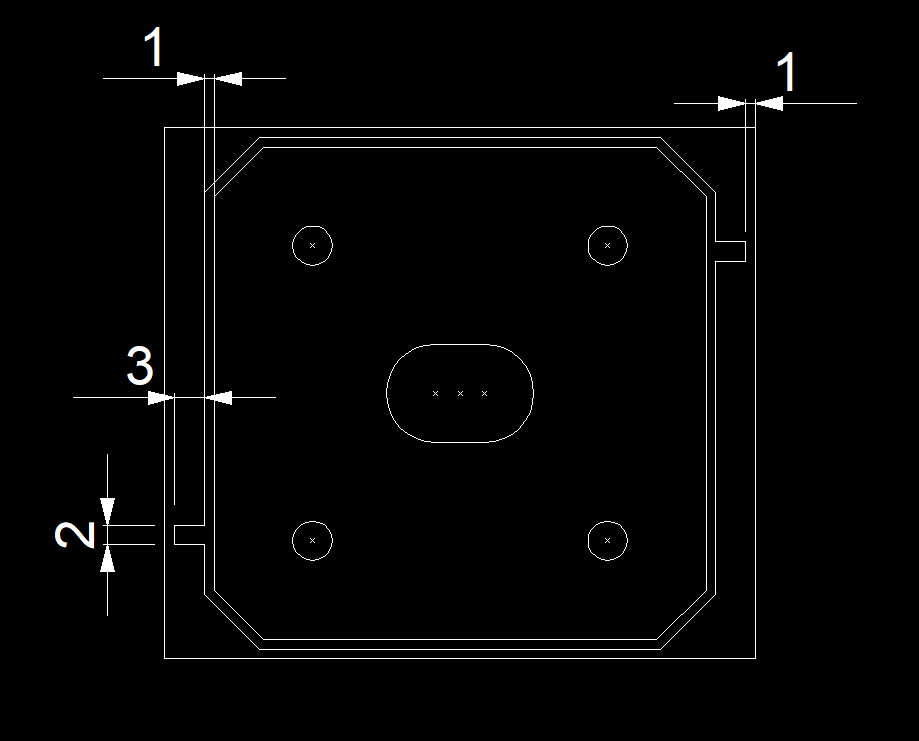
この際2×3のノッチの場所に規定はなく、基本は対角線上もしくは中点を使用する。
それぞれの線の役割について説明すると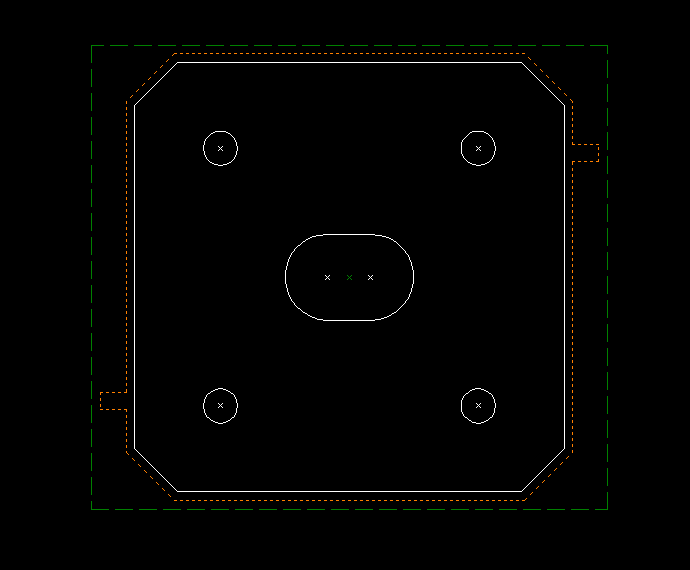
白い線・・・最初に書いた0.3t未満の製品の加工線
オレンジ・・・SPC1.6もしくは2.0tにたいしての加工線
緑・・・それぞれの加工線の内外を定義付けるためのダミー線。加工はしない
CADMACでは上記作業は基本的に1本化CADで行い、外枠を描いたモノをDXFとして保存する
ただし1枚の図面で複数の板厚指定があり、治具加工のありなしが発生する場合は展開CADに残しておく
Metacamでは外枠を作図した状態の絵で、製品図番の末尾を変更して保存する
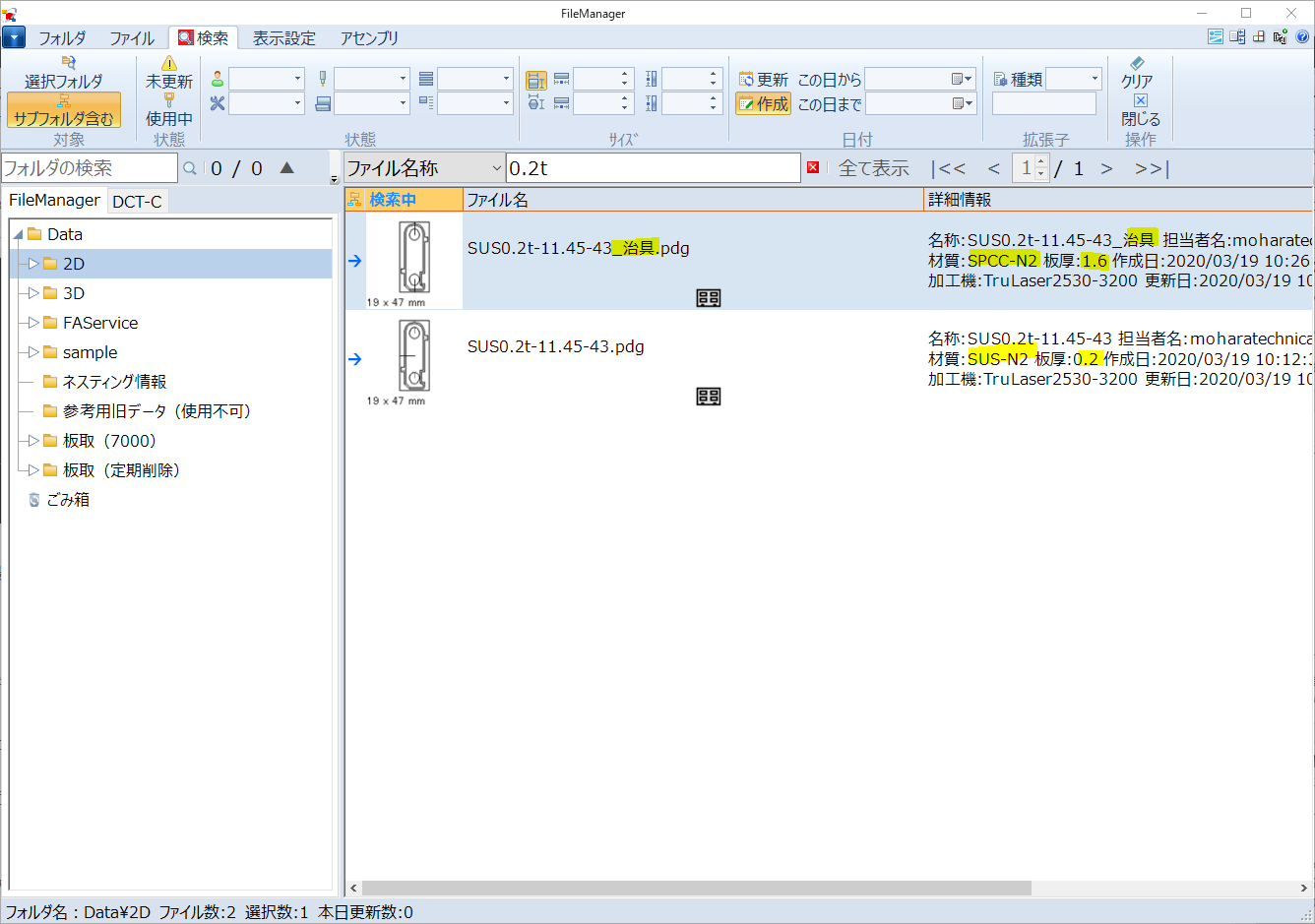
末尾に_治具を付けて材質板厚を変更して保存する
CAM編
上記の流れからMetacamで2種類の保存が出来たらそれぞれに加工を割り付ける
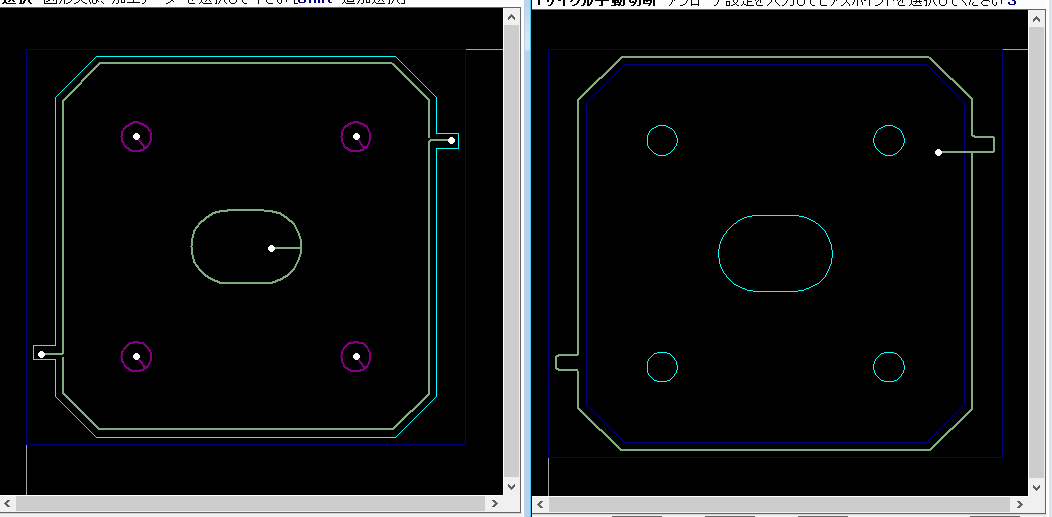
左SUS0.2tへの加工 右SPC1.6tへの加工
加工割付の際に製品加工はノッチを出したところにジョイントを0.5mmつければ割り付けは終了。
治具加工はレーザーが加工線の内側から入っていることを確認すること
最後に板取する際に、材料サイズが製品加工と治具加工で同一になっていることを確認できれば完了となる。
Trutopsで加工割付を行う際は、保存したTAFファイルに対して2種類の加工を割り付ける
Metacamの場合は2種類の絵(pdg)に別個の加工割付(lyt)を行うのに対して
Trutopsは1種類の絵(TAF)に2種類の条件テーブルを当てはめる(TMT)作業となる
作業の本質は同じなのであまり難しく考える必要はないので安心してほしい
実際の加工の様子を下に資料として置いておく

SPC1.6の板にノッチ付きの穴を空ける(オレンジの加工線)
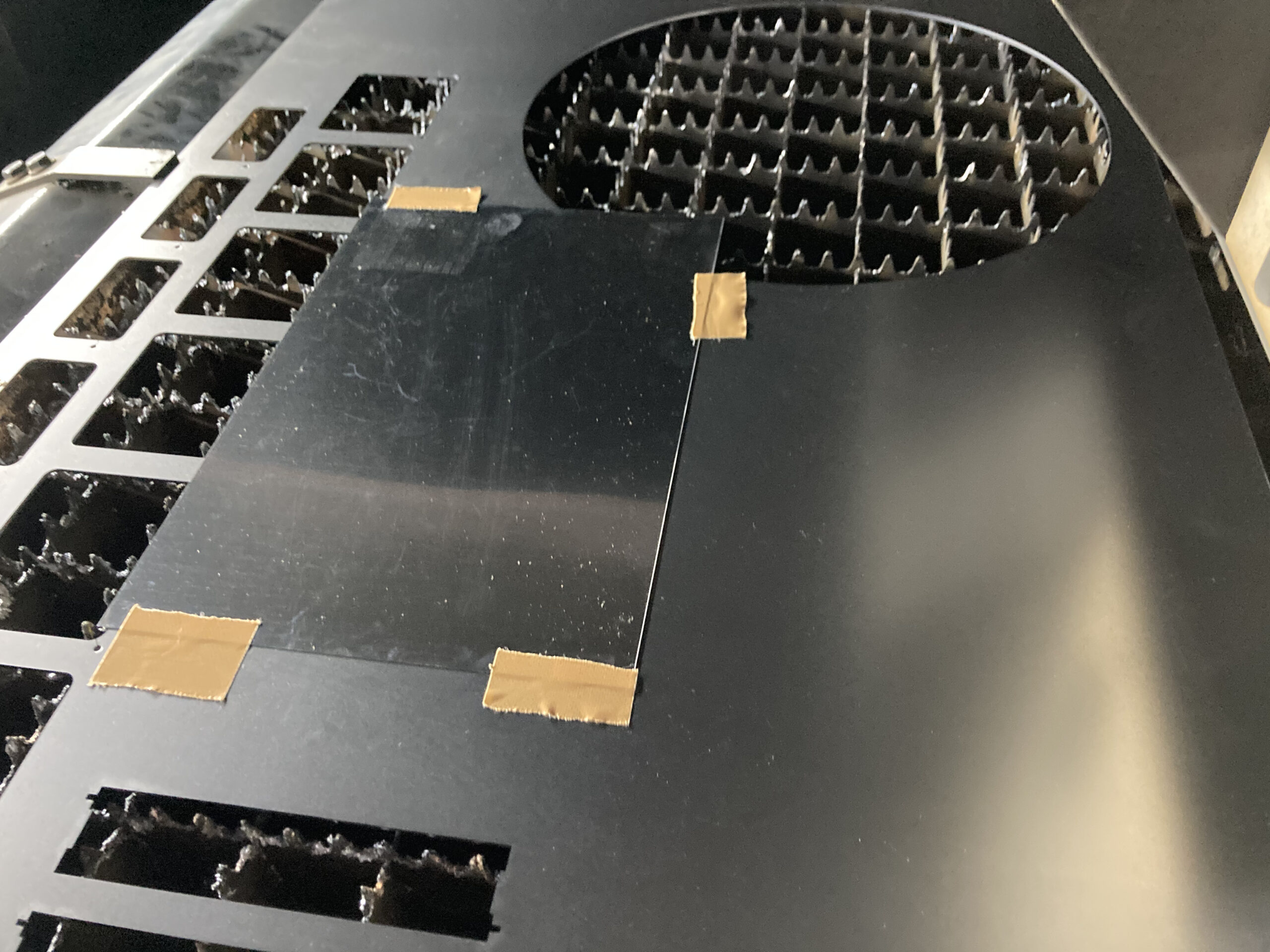
加工する薄板(画像はCSP)をセットする
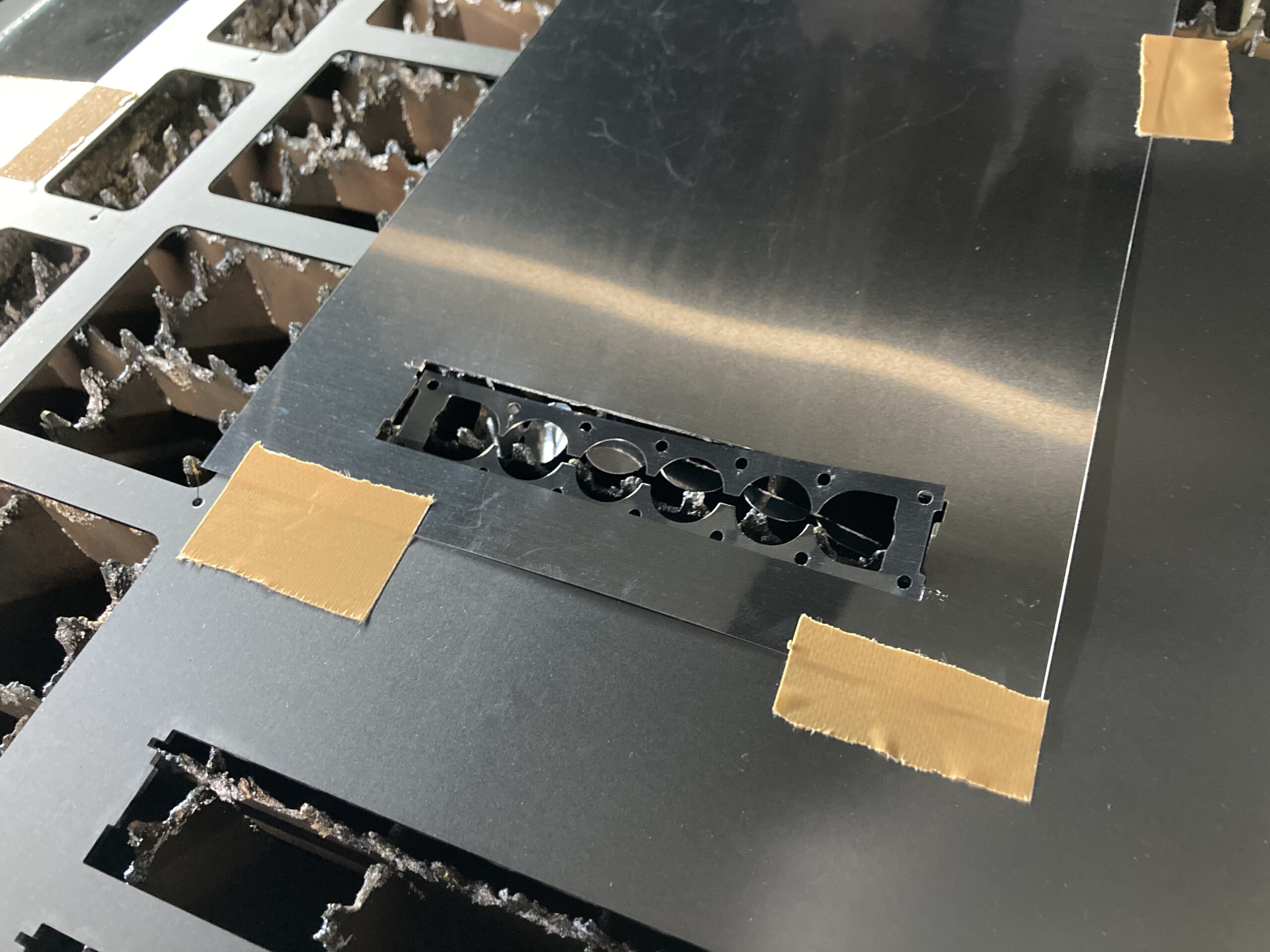
同じ位置で薄板加工をする
